�C�M�����^��
����ԭ�ϼ��o�Ͻ����ϙC���������ϙCݔ�͵��D���C�϶�������ɔD���C�C�^�D����Ƭ���������ٽ���݁����C�������C�ƳəC���������������_���C�������ϰ�Ҫ��_�Ƴ�Ҏ�ɷֲ��Ŀ������Ƴɿװ��������װ�������C�мӜز��M�����죬�W�ױ��v�����L��Ҏ���ijߴ磬�ɞ��������������ŮaƷ���p������������žW�������վ�C�վ����p������������žW�������ϙC����M������C�ȼӜ��M�ЙM�����������W�����ɾ��γ��ͺ��վ��ɾ�������ͳɞ��p����������������ŮaƷ����
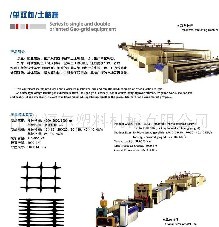
6���p���������������C�M��řC�M�Ę���
1 ���ϙC
2 ������ϙC
3 ���ݗU�D���C
4 ƽ��ģ�C�^
5 ��݁܈��C
6 �堿���C
7 �����C
8 �_��ģ��
9 �v������C
10 �M������C
11 �վ�C
|